
Download this executive summary in PDF: Gemba Kaizen by Masaaki Imai
Chapter 1: An introduction to Kaizen
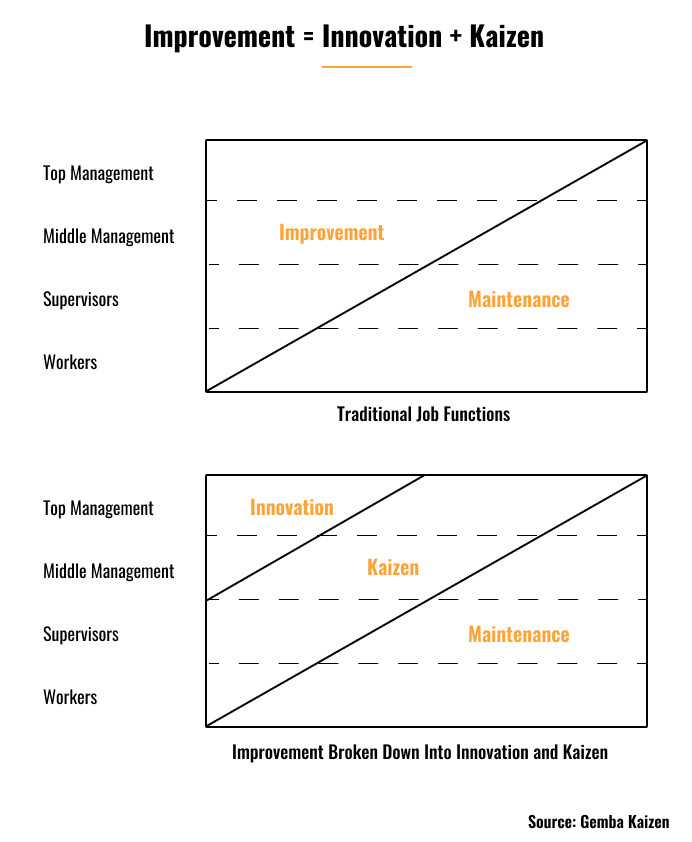
Kaizen has two main functions, maintenance, and improvement.
- Kaizen fosters process-oriented thinking.
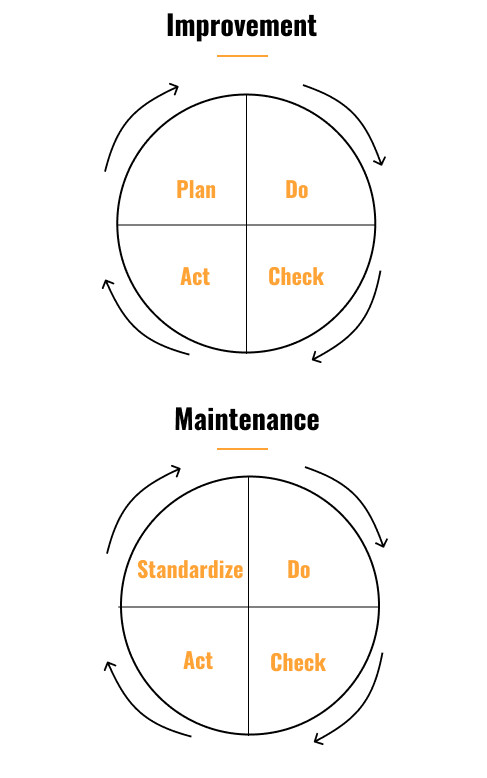
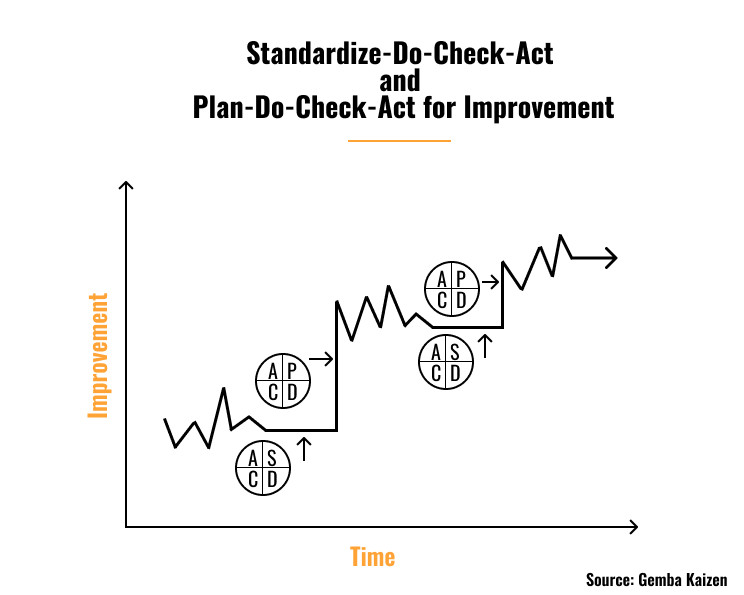
- Plan-Do-Check-Act (PDCA) for improvement.
- Standardize-Do-Check-Act (SDCA) for maintenance.
- Quality is the priority in Quality Cost Delivery (QCD).
- Data must be gathered and analyzed in kaizen projects.
Kaizen’s purpose is to improve QCD, quality of products, and quality of processes.
Chapter 2: Gemba Kaizen
Gemba is the real place where real action occurs.
- Management helps the gemba to do a better job. Management should go to gemba to collect information and communicate with operators and provide resources, targets, and establish policies.
- Manager’s mission is to help those who earn the money for the company.
- For success, gemba management must accept accountability for achieving quality, cost, and delivery (QCD).
- QCD is built on standardization, 5S, and muda elimination.
Muda is a waste, the non-value-adding activities such as waiting or walking around.
The Golden Rules of Gemba Management:
- Go to the gemba first to get in touch with reality. Dr. Ishikawa said:” When you see data, doubt them!” because measurements are secondary information.
- Check the gembutsu (something physical or tangible) and ask why? to identify a problem’s root cause.
- Take temporary countermeasures on the spot until you find out the root cause.
- Find the Root Cause. Ask 5 Why’s to find the root cause and solve the problem right away.
- Standardize to Prevent Recurrence. Standard is the best way to do a job. Standards ensure the continuity of kaizen and reduce fluctuations in quality.
Chapter 3: Quality, Cost, and Delivery at the Gemba
Quality is built into the process and the result.
- Understanding customers’ needs, and translating the needs into a design and engineering help to avoid many problems during the process stages.
- Establishing standards reduces variability in quality during production.
- No defect should be passed on to the next process.
- Reducing costs by reducing waste (improve quality and productivity, reduce inventory, shorten the production line, reduce machine downtime, reduce space, reduce lead time).
- Kaizen in gemba reveals the shortcomings in upstream management.
Quality first before cost and delivery.
- Quality improvement and cost reduction are compatible.
Chapter 4: Standards
When the standards are maintained, the next step is to raise them with PDCA.
- Standard is misinterpreted in the West as imposing unfair conditions on workers.
- Standards have key features:
- represent the best, easiest, and safest way to do a job
- offer the best way to preserve know-how and expertise
- provide a way to measure performance
- show the relationship between cause and effect
- provide a basis for both maintenance and improvement
- For improvement, standards provide objectives, a basis for training and diagnosis, and a means for minimizing variability.
- Standard is part of quality assurance.
- Standards can evolve after each PDCA.
Chapter 5: The 5S: The Five Steps of Workplace Organization
5S can be the first step to kaizen because it reveals the waste in the gemba.
- Services also can benefit from 5S.
- Good housekeeping in 5 steps:
- Seiri: Distinguish between necessary and unnecessary items in the gemba, and discard the latter.
- Seiton: Arrange all items remaining after seiri in an orderly manner.
- Seiso: Keep machines and working environments clean.
- Seiketsu: Extend the concept of cleanliness to oneself, and continuously practice the preceding three steps.
- Shitsuke: Build self-discipline and make a habit of engaging in 5S by establishing standards.
- As kaizen means change, preparing the people for the value of 5S before starting reduces the resistance to change.
5S helps collaborators to acquire self-discipline.
Chapter 6: Muda
Muda refers to any activity that does not add value:
- Overproduction: it is the worse waste, it provides a sense of security, and overuse of resources covers up the problems.
- Inventory: it takes space, needs to be administrated, deteriorates over time, and low inventory forces management to deal with problems when they occur.
- Defects: rework and discarded products are a waste of resources, and design changes are a kind of rework.
- Motion: any motion of a person’s body not directly related to adding value is unproductive.
- Processing: doing more to a product than is required.
- Waiting: wasted time waiting for the next step of the process.
- Transport: unnecessary movements of materials or products.
- Muda also exists in the service sector when sorting the information and getting the information for the process.
- Mura (variation): uneven demand level, it is also a variation of quality.
- Muri (overburden): strenuous conditions of workers, machines, or processes.
Chapter 7: The Foundation of The House of Gemba
Gemba Kaizen is a system centered on people.
- People learn by doing and practicing repeatedly. It takes time to overcome resistance and build habits.
- Employees participating in kaizen and coming up with new standards will follow their standards.
- Suggestions between supervisors and workers provide an opportunity for two-way communication.
Self-discipline translates into “everybody doing his or her job according to the rules that have been agreed on.”
Chapter 8: Visual Management
The first principle of visual management is to spotlight problems.
- Only when a problem is visible that it can be solved.
- Visualizing what is happening in gemba helps workers and management to stay in touch with reality to collaborate better.
- Visual management is also used in managing the 5Ms (manpower, machines, materials, methods, measurements) and the 5S.
- Work standards are displayed at the workstation so supervisors can determine if work is done according to standards.
- Visual management clarifies targets for improvement. Operators become conscious of the target.
Chapter 9: The Supervisor’s Roles in the Gemba
- Training Within Industries (TWI) and Management Training Program (MTP) were developed in the USA and used in Japan during WW2.
- MTP teaches the importance of human relations and employee involvement, the value of continuous improvement, and the usefulness of a scientific plan-do-see approach.
- A supervisor’s responsibility is to supervise around 20 operators in the gemba.
- He manages the inputs (manpower, materials, machines) and the outputs (quality, cost, delivery).
- It is his responsibility to train the operators if they are not motivated, he can use the Ishikawa diagram to connect the causes and effects.
- At Toyota, supervisors are trained at Toyota Production System (TPS), then they transfer the knowledge by training the team members.
- The Morning Market (asaichi) is an activity to reduce rejects in the gemba by supervisors and operators. They touch and hold the reject and identify the causes, find countermeasures, standardized the procedure, and inform management.
- The supervisor’s two main functions are maintenance of the process and improvement.
Chapter 10: Gemba Managers’ Role and Accountability
Defining clearly roles and priorities among group leaders, foremen, supervisors, and section managers avoid accountability overlap.
- Group leader: maintain quality, manage line stops and share daily target
- Foremen: improve productivity, reduce cost, eliminate waste
- Supervisor: people-related tasks, meeting with foremen
- Training, systems, and procedures must be in place for them to have the skills and know exactly what to do.
Chapter 11: From Just-In-Time to Total Flow Management
- To achieve QCD, the company must have these 3 systems: Total Quality Control (TQC) for overall quality, Total Productive Maintenance (TPM) for reliability and quality of equipment, and Just-In-Time (JIT) for cost and delivery.
- Takt time is the total production time divided by the number of units required by the customer.
- Cycle time is the actual time required for each operator to complete the operation.
- The idea behind JIT is to bring the cycle time as close as possible to the takt time.
- Push production is making as many as possible and then waiting for the order while pull production is making when the client wants it.
- When a line with one-piece flow stops, problems must be solved right away.
- One-piece flow has the other advantage of detecting a defect immediately between each process.
- Total Flow Management (TFM) is TPS covering also the integrated supply chain of materials and information.
- The purpose is to reduce the lead time between suppliers, distribution centers, and consumers.
Chapter 12: Just-In-Time at Wiremold
Chapter 13: The CEO’s Role in Kaizen
- Art Byrne is the CEO at Wiremold, after acquiring some new factories, he directly went to the shop floor training people on lean and doing kaizen for the first week to lead by example.
- The more a manager is promoted to the top of the pyramid, the further they are removed from the gemba where the value-added work is done. CEO cannot hear the bad news on the shop floor.
- Byrne uses objective criteria for encouraging lean such as inventory turns, 5S, productivity, quality, and customer service percentage.
CEO must be a lean zealot and make lean part of the strategy, kaizen culture must be adopted by everyone, act quickly, personally goes to the gemba, focus on simple criteria that define a path towards performance.
Chapter 14: Going to the Gemba
A manager’s ability to recognize problems brings success in gemba kaizen.
- Looking at the gemba is not enough, knowing the gemba must be specific with numbers.
- Using a problem statement is the common ground for discussion and improvement.
- Checklist as a kaizen tool:
- Eliminate unnecessary movement
- Reduce eye movement
- Combine operations
- Improve the workplace
- Improve tools and machines
- Cost of production is mostly determined at design and planning, improvement in upstream management is the key to achieving successful QCD. Gemba kaizen is the starting point for bringing kaizen to the upstream management.
Download this executive summary in PDF: Gemba Kaizen by Masaaki Imai